




NC送料机与滚轮送料机、空气送料机相比具有更高的送料精度、更稳定的送料性能、更便捷化的操作,而这些优势根本源自其先进的控制系统。NC送料机的控制系统由(三菱)PLC、(安川)伺服系统和(威伦)触摸屏组成,PLC可以提高控制系统的稳定性,增强系统的抗干扰能力;伺服系统可以精确定位机械运动位置,提高机械传动的准确性;触摸屏则可以直观显示及修改NC送料机参数,简化了现场操作。
PLC是NC送料机核心组成,龙庚楷NC送料机标配三菱PLC,其内置高速脉冲输出功能,可以直接发出定量的脉冲数控制伺服驱动器运行。伺服驱动器根据PLC脉冲输出端发出脉冲的个数、频道来控制伺服马达的转动位置及速度,从而精确地给出送料长度。触摸屏可以直观显示及个性系统各种参数,为用户提供了良好的人机交互界面,简化了现场操作。
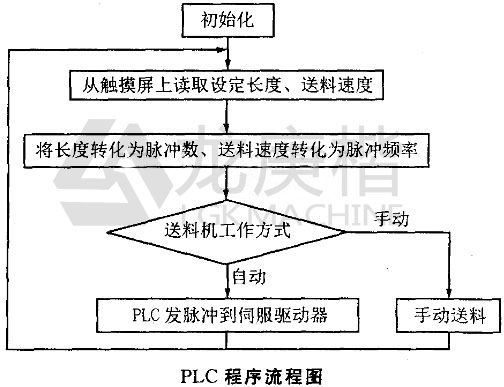
NC送料机有手动和自动两种工作方式,手动工作方式时伺服马达可以正转或者所转,自动时伺服马达只能正转。
当处于手动工作方式时,在伺服正进信号的上升沿,执行ACC(频率加减速控制)指令,设定模式控制数据,实现CW(顺时针)方向的转动,使伺服马达正转。在伺服正进信号的下降沿,执行INI(动作模式控制)指令,停止脉冲输出。伺服马达反转情况可以类推。
当处于自动工作方式时,PLC将预先设定的脉冲发送到伺服驱动装置,此时执行PLS2(定位)指令。
对NC送料机PLC程序中几个关键部分的说明:
1、PLC程序将触摸屏上设定长度转化脉冲数
PLC根据设定长度计算出向伺服驱动器发送的脉冲数,设定长度转脉冲数可用下面的公式表示:
脉冲数=(设定长度×标准脉冲数)/(电子齿轮齿数×标准长度)
注:标准长度设定为1m,标准脉冲数是指送1m的料所需要发出的脉冲数。
PLC输出运用浮点数运算法则,输入参数必须使用浮点数格式。而高速脉冲输出指令中脉设定量必须为BIN数,所以最后通过FIXL,指令将计算出的脉冲数转化为B1N数格式。伺服驱动器电子齿轮数设定为5。
2、脉冲数转实际长度
为了让操作人员更好地掌握送料机的工作情况,对送料长度的实时显示是非常必要的。方法是读取PLC实际脉冲数,多面手换算为实际长度值,并显示在触摸屏上。脉冲数转实际长度可用下面的公式表示:
实际长度=实际脉冲数×电子齿轮齿数×(标准长度/标准脉冲数)
3、送料速度转脉冲频率
对于不同长度的工件,送料速度要求不同;较长的工件需要较高的送料速度,否则会与其他设备产生冲突;较短的工件,可以选择较低的送料速度,有利于保护马达。因此,需要从触摸屏上读取最高速度乘以设置的百分数即为送料机速度,然后将其转化成脉冲频率。
4、脉冲频率转送料速度
在触摸屏上实时显示送料长度的同时,送料速度的显示也是非常有必要的,方法是将PLC发出的脉冲频率读出,然后除以最高速度,即为显示百分数。

